Artigo técnico - Introduçăo ao Biodiesel
Autor(a): Wanderley Feliciano Filho e José Pereira Júnior
1. Introduçăo - É antigo e de conhecimento geral de que os óleos vegetais e gorduras animais se prestam como combustíveis em geral e, mais especificamente, nos motores de ciclo diesel. Como curiosidade, um dos cinco motores apresentados pelo próprio Otto Diesel na exposiçăo de Paris de 1900 operava com óleo de amendoim.
Porém, devido a razőes de cunho econômico, o emprego de óleos vegetais e gorduras animais sem ou com tratamento em larga escala como combustível sucedâneo ao diesel de petróleo se mostrou inviável, sendo apenas viável do ponto de vista técnico. -
Contudo, devido ao aumento do preço do petróleo e a razőes ambientais, principalmente, ao que se concerne ŕ preocupaçăo com o aquecimento global, em funçăo da emissăo de gases geradores do efeito estufa, recentemente este quadro tem se alterado, tornando o combustível obtido de fonte renovável bastante atraente, havendo um aumento de demanda mundial para estes produtos, o que deverá ser mantido a longo prazo.
O emprego do biodiesel atende ao conceito de sustentabilidade, uma vez que sua produçăo é viável economicamente, do ponto de vista ambiental seu uso é vantajoso em relaçăo ao do diesel de petróleo e do ponto de vista social seu emprego pode ser também bastante interessante, uma vez que pode ser um fator gerador de emprego e renda.
2. Geral - Do ponto de vista teórico, a denominaçăo biodiesel pode ser utilizada para qualquer combustível obtido a partir de fonte renovável, de origem animal ou vegetal, que substitua o óleo de petróleo nos motores de ciclo Diesel.
Apesar de ser factível do ponto de vista teórico, a substituiçăo do diesel de petróleo pelo óleo vegetal ou gordura animal bruta gera problemas práticos de entupimento do motor, pois estes lipídeos săo constituídos por mesclas de ésteres naturais de cadeia complexa e de alto peso molecular, cuja alta viscosidade dificulta o processo de atomizaçăo no bico ejetor. Isso faz com que sua queima seja incompleta, gerando subprodutos indesejáveis, principalmente borras, que tornam necessária manutençăo constante no motor.
Săo conhecidos quatros métodos de produçăo de biodiesel que evitam os problemas gerados pela alta viscosidade de óleos vegetais e gorduras animais que inviabilizam seu uso puro em motores de ciclo diesel. Săo eles:
Mistura de lipídeos com diesel de petróleo
Craqueamento térmico de óleos vegetais
Microemulsăo de lipídeos no diesel de petróleo empregando cosolventes
Transesterificaçăo
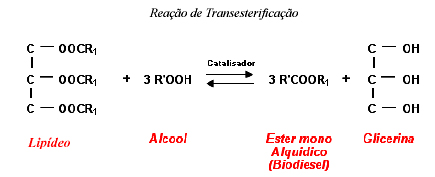
O último método é o mais usado, sendo que neste artigo o termo biodiesel será empregado apenas para ele, ou seja, o biodiesel é o éster monoalquílico, obtido a partir da reaçăo de transesterificaçăo, em meio ácido ou básico, de um lipídeo de origem animal ou vegetal com um álcool inferior, reaçăo que também gera como produto glicerina. Esta rota possui vantagens econômicas, sócias e ambientais, uma vez o biodiesel por ela produzido é obtido a partir de fonte renovável, reduzindo a emissăo de gases geradores do efeito estufa, tornando-a bastante interessante do ponto de vista tecnológico e econômico.
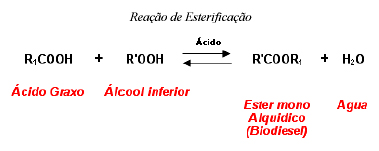
3. Reaçăo de Transesterificaçăo - Trata-se de uma reaçăo reversível na qual um lipídeo, o qual é um éster superior, reage com um álcool inferior gerando como produtos um éster inferior, o biodiesel e a glicerina.
Apesar de o biodiesel poder ser produzido com diferentes álcoois, os mais comum é o metanol, que é o mais reativo e barato. O etanol também pode ser empregado, mas ele é menos reativo, o que exige tempos de reaçăo maiores e consumo de mais energia.
Metanol
Vantagens
O consumo de metanol é cerca de 45% menor que o do etanol anidro.
Normalmente, o preço do metanol é inferior ao do preço do etanol.
É mais reativo.
Para uma mesma taxa de conversăo (e mesmas condiçőes operacionais), o tempo de reaçăo é menos da metade do tempo quando se emprega o etanol.
Considerando a mesma produçăo de biodiesel, o consumo de vapor na rota metílica é cerca de 20% do consumo na rota etílica e o consumo de eletricidade é menos da metade.
Os equipamentos de processo săo cerca de um quarto do volume dos equipamentos para a rota etílica, para uma mesma produtividade e mesma qualidade.
Desvantagens
Apesar de poder ser produzido a partir da biomassa, é tradicionalmente sintetizado a partir do gás natural, produto fóssil.
É bastante tóxico.
Maior risco de incęndios (mais volátil). Chama invisível.
Transporte é controlado pela Polícia Federal, por se tratar de matéria- prima para extraçăo de drogas.
Apesar ser ociosa, a capacidade atual de produçăo de metanol brasileira só garantiria o estágio inicial de um programa de âmbito nacional.
Etanol
Vantagens
Produçăo alcooleira no Brasil já consolidada.
Produz biodiesel com uma maior índice de cetano e maior lubricidade, se comparado ao biodiesel metílico.
Se for feito a partir da biomassa (como é o caso de quase toda a totalidade da produçăo brasileira), produz um combustível 100% renovável.
Gera ainda mais ocupaçăo e renda no meio rural.
Gera ainda mais economia de divisas.
Năo é tăo tóxico como o metanol.
Menor risco de incęndios.
Desvantagens
Os ésteres etílicos possuem maior afinidade ŕ glicerina, dificultando a separaçăo.
O etanol possui azeotropia, quando misturado em água. Com isso, sua desidrataçăo requer maiores gastos energéticos e investimentos com equipamentos.
Os equipamentos de processo da planta com rota metílica é cerca de um quarto do volume dos equipamentos para a rota etílica, para uma mesma produtividade e mesma qualidade.
Dependendo do preço da matéria-prima, os custos de produçăo de biodiesel etílico podem ser até 100% maiores que o metílico.
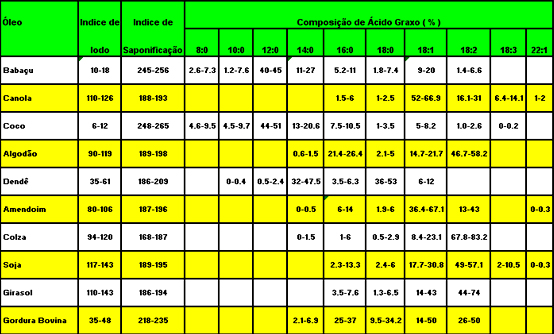
Os lipídeos empregados săo óleos vegetais e gorduras animais, obtidos de fontes renováveis. Estes produtos săo constituídos de mesclas de ésteres superiores, cuja composiçăo depende de sua origem.
As propriedades do biodiesel săo sensivelmente influenciadas pelas características do lipídeo de partida; como exemplo: óleo de palma e o sebo produzem um biodiesel com alto ponto de congelamento, enquanto sintetizado a partir da colza, vegetal comumente empregado na Europa, possui o ponto de congelamento baixo, o que permite sua utilizaçăo em lugares frios. Como lipídeos podem ser empregados óleos de diversos vegetais, gorduras animais, óleo de fritura usado, resíduo de caixas de gordura do esgotamento sanitário, resíduos industriais de óleos/ gordura animal, entre outros.
Apesar de a reaçăo de transesterificaçăo ser reversível, na prática esta característica pode ser desprezada, uma vez que o biodiesel e a glicerina săo imiscíveis, o que leva ŕ geraçăo de duas fases distintas, dificultando a reversibilidade da reaçăo.
Di e monoglicerídeos săo subprodutos da transesterificaçăo que devem ser rigidamente controlados, uma vez que săo impurezas que pioram o desempenho do produto nos motores.
A transesterificaçăo pode ocorrer tanto em meio ácido como básico. No entanto, a catálise alcalina (hidróxido de sódio ou potássio ou o correspondente alcóxido) é muito mais rápida que a ácida.
Em adiçăo ao tipo de catálise empregada, outros parâmetros de reaçăo como temperatura, quantidade de catalisador, razăo estequiométrica dos reagentes, pureza das matérias-primas, umidade e tempo de reaçăo săo importantes para a viabilizaçăo do processo.
Para o máximo rendimento, o álcool deve ser livre de umidade. O teor de ácido graxo livre no lipídeos deve ser menor que 0,5% e o de fósforo menor que 0,1%.
Durante a reaçăo de transesterificaçăo a presença de água é indesejável, pois hidrolisa o óleo vegetal e/ou biodiesel, levando a formaçăo de ácido graxo livre. Por sua vez, este reage com o metal do catalisador, produzindo sabőes que, além de reduzirem o rendimento da reaçăo, dificultam também as posteriores operaçőes unitárias de lavagem e separaçăo do biodiesel.
Quando se emprega catálise alcalina, seja com o emprego de NaOH, KOH, metilato de sódio ou metilato de potássio, a quantidade de catalisador mais indicada varia de 0,5% a 3% em peso da quantidade de lipídeo. A melhor relaçăo tem que ser avaliado caso a caso, mas na prática este quando se emprega metilato de sódio, a 50%, o teor normalmente varia entre 0,5% a 1,5%.
Visando deslocar a reaçăo no sentido da produçăo de biodiesel e glicerina, na prática se trabalha com uma razăo molar de álcool superior ŕ estequiométrica. Quăo maior deverá ser esta razăo depende basicamente da tecnologia empregada, contudo, o mais normal é que seja na faixa entre 5:1 a 7:1.
A temperatura de reaçăo é funçăo basicamente do meio, sistema catalítico empregado e álcool. Tipicamente, quando se produz o biodiesel partindo de óleo de soja e metanol, em meio básico e empregando metilato de sódio como catalisador, a temperatura de reaçăo fica na faixa de 60oC a 70oC e o tempo de reaçăo é ao redor de 45 minutos.Caso fosse empregado etanol, para um tempo de reaçăo de uma hora a temperatura recomendada fica na faixa de 80oC a 90oC.
O óleo vegetal deve ter baixa acidez, ser livre de gomas, fósforo e outras impurezas. No caso do emprego de gordura bovina, deve ser considerado o teor de calógeno.
O emprego de catalisador básico, que é o mais usual, exige que seja dada atençăo especial a sua natureza higroscópica e a sua reatividade, devendo ser tomado todo o cuidado especial durante sua manipulaçăo.
Visando reduzir o tempo e melhorar o rendimento da reaçăo de transesterificaçăo, várias técnicas tęm sido estudadas para produzir biodiesel, como reaçőes enzimáticas, emprego de microondas ou ultra-som, uso de cosolventes para melhorar a miscibilidade dos reagentes, entre outra, sendo que algumas se mostram bastante promissoras.
A reaçăo de esterificaçăo de um ácido graxo, em meio acido, com um álcool inferior também gera um éster monoalquílico semelhante ao da reaçăo de transesterificaçăo. Esta rota é empregada para reduzir a acidez livre do lipídeo antes dele entrar no processo ou para recuperar o ácido graxo formado durante a transesterificaçăo.
Além de mais lenta, esta rota tem o inconveniente de gerar como um dos produtos de reaçăo ŕ água, que industrialmente é um efluente líquido que deve ter o devido tratamento antes de ser lançado ao meio ambiente.
4. Produçăo Industrial - A base química acima descrita é a empregada no processo industrial de fabricaçăo de biodiesel. A qualidade do produto final é dependente da rota tecnológica escolhida e das características físicas e químicas das matérias-primas empregadas.
No Brasil, a qualidade do biodiesel é regulamentada pela Portaria ANP 310/01; nos EUA, pela Norma ASTM 6751/02; na Europa, pela Norma EN 1421/01. Cada uma possui especificaçőes diferentes e devem ser avaliadas caso a caso.
Para a produçăo do biodiesel pode ser empregado tanto sistema em batelada como contínuo. O primeiro é utilizado para pequena escala ou quando se deseja muita flexibilidade de produçăo, contudo, normalmente seu custo é superior; já o segundo, é empregado para escala maior quando se tem um suprimento constante de matéria-prima, principalmente os lipídeos.
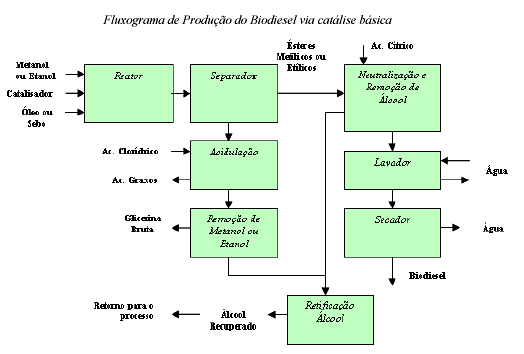
Em escala industrial, o processo mais empregado é o via catálise alcalina com metilato de sódio, conforme o seguinte fluxograma:
Primeiramente, as matérias primas săo alimentadas no reator conjuntamente com o catalisador, conforme as condiçőes e especificaçőes do processo.
Após a reaçăo se completar, o biodiesel é separado do glicerol por meio de um sistema separaçăo líquido-líquido, como uma centrifuga ou tanque de separaçăo. Como já dito, estas substâncias săo imiscíveis e possuem diferenças significativa na densidade, o que torna esta separaçăo simples.
A seguir, o biodiesel é neutralizado e passa por um sistema para a retirada do excesso álcool. A primeira operaçăo é realizada acidulando o meio para neutralizar o catalisador residual e quebrar sabőes formados durante a reaçăo. A segunda operaçăo é realizada normalmente empregando “flash”com vapor.
Na seqüęncia, o biodiesel é lavado com água para retirar as impurezas como di e monoglicerídeos, catalisador, ácidos graxos livres, sabőes e outras. Após a lavagem, podem ser empregadas outras tecnologias para a purificaçăo do produto, mas normalmente o biodiesel é apenas seco estando a seguir pronto para o uso.
O glicerol que deixa o sistema de reaçăo geralmente tem uma pureza de 50%. Esta mistura contém o excesso de metanol mais sabăo e catalisador.
Primeiramente, esta mistura é acidulada para transformar o sabăo em ácidos graxo livre e neutralizar o catalisador. Como estes ácidos năo săo miscíveis com o glicerol podem ser facilmente retirados do sistema nesta etapa. O acido graxo pode ser vendido para o mercado ou transformado em biodiesel, conforme a reaçăo de esterificaçăo acima apresentada.
Após a acidulaçăo. o excesso de álcool é retirado do glicerol do sistema. Tanto este álcool como o retirado do biodiesel, normalmente, săo purificados e retornam para a nova transesterificaçăo.
O glicerol obtido pode ser vendido para o mercado como glicerina loira ou passar por novos processos de purificaçăo para atender especificaçőes mais rigorosas, de maior valor agregado, como glicerina bidestilada para a indústria farmacęutica.
⇒ Reaçăo muito rápida ⇒ L/ A misturado intensamente com o catalisador ⇒ Forma Biodiesel + menos Glicerol
Emulsiona
Centrifugaçăo
Sem lavagem
O álcool é recuperado por resina iônica
Os autores
Membro da Comissăo de Meio Ambiente do CRQ-IV, Wanderley Feliciano é Engenheiro Químico com 25 anos de experięncia industria. Na área de Biodiesel, foi consultor da BioCapital e Agrovale. Atualmente, trabalha no projeto da BioPetrosul. Contatos: wanderley.feliciano@terra.com.br.
Biólogo, mestrando em cięncia molecular e aluno de Engenharia Química, José Pereira Júnior é coordenador de negócios da BioPetrosul.